Инструкции по сварке электросварных фитингов торговой марки “Elofit” (Элофит)
- Убедиться, что концы свариваемых элементов центрированы.
- Зачистить наружную поверхность концов труб или «спиготов» для снятия оксидного слоя. Зачистку произвести на длину равную половине длины фитинга плюс 1 см.
- Обезжирить внешнюю поверхность концов труб или «спиготов» и внутреннюю поверхность фитинга с помощью специальной очищающей жидкости и мягкой очищающей ткани. Дождаться пока обезжиренные поверхности полностью высохнут и затемнанести метки, обозначающие границы ввода концов в фитинг.
- Установить трубу в электросварную муфту до момента пока ее кромка не достигнет бортика для упора концов труб.
- Не допускать внешних воздействий на сварочный участок в процессе сварки и при остывании. Использовать позиционер.
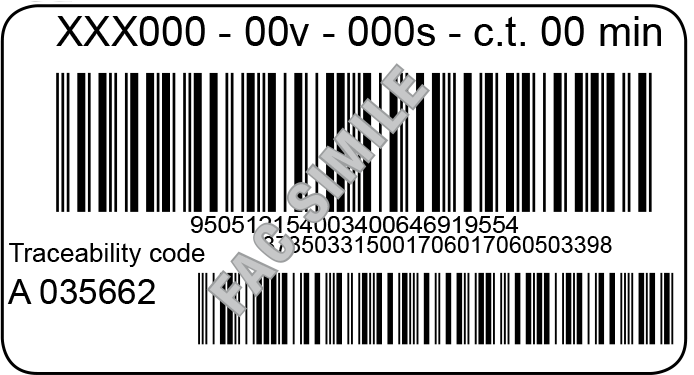
- Подключить аппарат кабелем к клеммам детали, считать штрих-код (Рис.1) с помощью оптического сканнера или ввести сварочные параметры вручную. ВСЕГДА КОНТРОЛИРУЙТЕ СВАРОЧНЫЕ ПАРАМЕТРЫ.
- После окончания сварки необходимо дожидаться конца времени остывания (Табл.1) указанного на штрих-коде.
- Когда время охлаждения закончится, удалить позиционер и подать давление на трубу. (Значения рабочего давления, Таблица 2).
ВНИМАНИЕ! Для ввода сварочных параметров вручную, время сварки и напряжение смотреть на штрих-коде. Во время сварки находиться на минимальном безопасном расстоянии. (Компания не несет ответственности за несчастные случаи, если не соблюдаются правила техники безопасности).
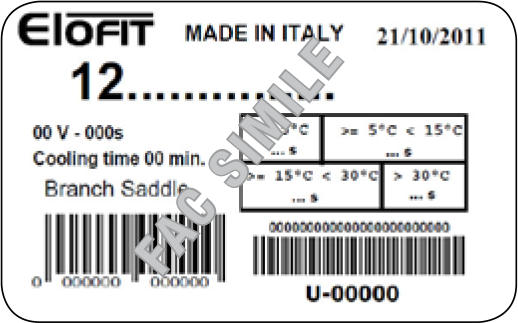
Необходимо сверить значения времени сварки и напряжения с параметрами, указанными на штрих-коде, изображенном на Рисунке 1, если используется сварочный аппарат с автоматической установкой времени сварки в зависимости от температуры окружающей среды. Если используется сварочный аппарат без автоматического выставления времени, необходимые параметры можно найти на этикетке (Рисунок 2), которая наклеена на упаковку.
В процессе сварки соединительных деталей следует находиться на безопасном расстоянии.
(Компания не несет ответственности за любой ущерб нанесенный людям или имуществу, если правила безопасности не соблюдаются).
ВНИМАНИЕ! Установка седлового отвода > Ø400 должна выполняться с фиксацией верхней части отвода, только с помощью фиксатора выпускаемого компанией NUPIGECO.
| Таблица 1. Cooling time — Время остывания Minutes — минуты |
|||
| COOLING TIME | |||
|
Ø
|
MINUTES
|
||
| mm | inch | ||
| 20÷50 | 1/2″÷1″1/2 | 10 | |
| 63÷75 | 2” ÷ 2”1/2 | 15 | |
| 90÷200 | 3” ÷ 6” | 20 | |
| Таблица 2. Waiting time before pressure test start – Время ожидания до опрессовки; BAR – бар. |
|||
| WAITING TIME BEFORE PRESSURE TEST START | |||
| Ø | MINUTES | ||
| mm | inch | P<6BAR(87psi) |
P<24BAR(348psi)
|
| 20÷50 |
1/2”÷1”1/2 | 20+cooling time | 60+cooling time |
| 63÷75 | 2” ÷ 2”1/2 | 30+cooling time | 90+cooling time |
| 90÷200 | 3” ÷ 6” | 40+cooling time | 120+cooling time |