Инструкция по сборке и врезке седловидного ответвления
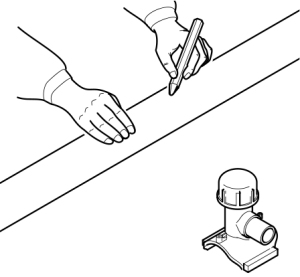
1. Отметить зону сварки восковым карандашом.
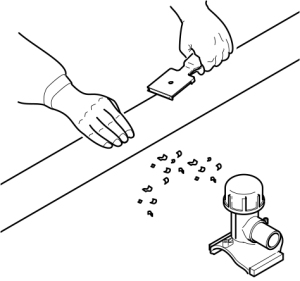
2. Тщательно зачистить поверхность трубы, используя ручной скребок.
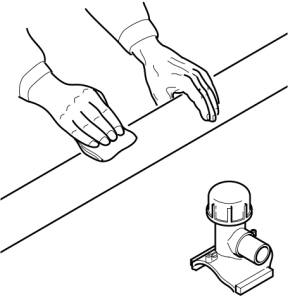
3. После зачистки, необходимо обезжирить зону сварки на трубе и свариваемую поверхность отвода, используя специальные обезжиривающие средства. ЗАПРЕЩАЕТСЯ ПЕРФОРИРОВАТЬ ТРУБЫ ПЕРЕД СВАРКОЙ.
4. Сразу после зачистки и обезжиривания аккуратно установить седловой отвод не допуская попадания пыли и грязи на предварительно обработанные поверхности.
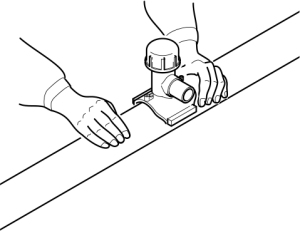
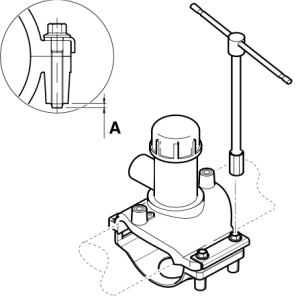
5a. При врезке отвода с быстрой фиксацией на трубе, седло обхватывает трубу частью с болтами сверху и резьбовыми отверстиями для них снизу. Необходимо установить отвод и затянуть два болта так, чтобы их концы выступали в нижней части (А) (см. рис. 1).
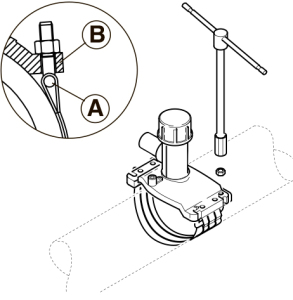
5b. Для отводов с ременным хомутом (см. рис. 2) используйте ключ, чтобы затянуть четыре гайки до тех пор, пока резьба (В) не будет касаться ременного зажима (А).
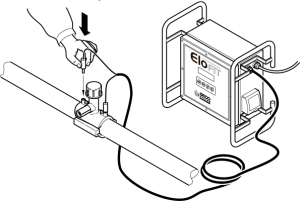
6. Подключить аппарат кабелем к двум клеммам седлового отвода. После сварки необходимо проверить, что расплавленный материал не вытек из соединения между трубой и деталью, и дождаться окончания времени охлаждения (20 минут).
ВНИМАНИЕ: ДЛЯ РУЧНОГО ВВОДА ПАРАМЕТРОВ СВАРКИ, НАПРЯЖЕНИЕ И ВРЕМЯ СВАРКИ СМОТРЕТЬ НА ШТРИХ-КОДЕ. СОХРАНЯЙТЕ МИНИМАЛЬНОЕ БЕЗОПАСНОЕ РАССТОЯНИЕ В ПРОЦЕССЕ СВАРКИ. (КОМПАНИЯ НЕ НЕСЕТ ОТВЕТСТВЕННОСТИ ЗА ПРОИСШЕСТВИЯ, ЕСЛИ НЕ СОБЛЮДАЮТСЯ ПРАВИЛА БЕЗОПАСНОСТИ).
7. После окончания времени охлаждения можно производить гидравлические испытания с помощью датчика давления. В данной таблице можно найти минимальное требуемое время в МИНУТАХ, для реализации испытаний.
| Dn, мм | При Р =< 6 бар | При Р =< 24 бар |
| 40 — 63 | вр. охл. + 20 мин. | вр. охл. + 30 мин. |
| 75 — 315 | вр. охл. + 20 мин. | вр. охл. + 60 мин. |
8. После полного охлаждения, просверлить основную трубу встроенной в отвод фрезой. Что предотвращает попадание удаленного материала в трубу или утечки веществ из трубы. Необходимо снять крышку с верхней части корпуса седлового отвода, которая вместе с прокладкой обеспечивают герметичность.
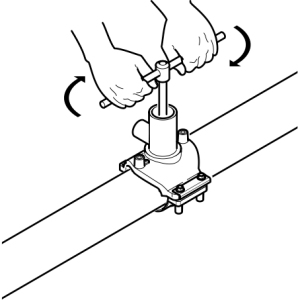
9. Прорезание проводить в следующем порядке:
- Перед началом прорезания необходимо отклеить стикер с верхней части отвода; для правильного прорезания уточните количество витков резьбы на стикере.
- После удаления стикера вставить в гнездо кольцевой фрезы ключ до упора: сделать метку на инструменте по верхней части ограничительной крышки; от этой точки отмерить расстояние вверх, указанное на стикере и отметить его на инструменте.
- Выполнить прорезание; ввинчивать инструмент до верхней метки, после того, как верхняя метка на инструменте достигла границы ограничительной крышки ввинчивание необходимо закончить. В процессе прорезания ручка инструмента НЕ ДОЛЖНА касаться ограничительной крышки; НЕ УДАЛЯТЬ ограничительную крышку.
10. После того, как прорезание закончено, вывернуть фрезу до верхнего упора и вынуть ключ. Необходимо выбрать крышку:
- Крышка с резьбой заворачивают на корпусе обратно до упора, предварительно убедившись в наличии внутри нее кольцевого уплотнения. Сильная затяжка может обеспечить герметичность. (Заворачивать можно вручную, либо использовать ключ) (Рис.6).
- Несъемная крышка с ЗН приваривается на корпус отвода после завершения сварочных работ описанных в пункте 3 (Рис. 7).
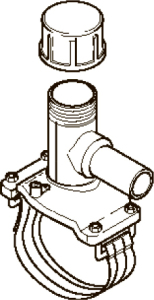
Рис. 6
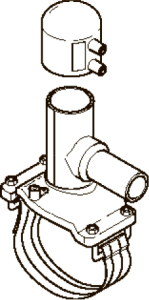
Рис. 7
|
СВАРОЧНЫЕ ПАРАМЕТРЫ
|
|
| РЕЗЬБОВЫЕ ЗАГЛУШКИ | МОР 5 |
| ЭЛЕКТРОСВАРНЫЕ ЗАГЛУШКИ | МОР 10* |
| РАЗМЕРНОСТЬ | Ø40 -Ø315 SDR 17,6 — SDR 7,4 |
| РАБОЧАЯ ТЕМПЕРАТУРА | -10°C / + 45° C |
| МАКСИМАЛЬНО ДОПУСТИМАЯ ОВАЛЬНОСТЬ ТРУБЫ В СООТВЕСТВИИ С |
EN1555-2 / EN12201-2 |
| * только для трубы из PE80/PE100 SDR11 | |