Инструкция по сборке и врезке седлового отвода торговой марки “Elofit”
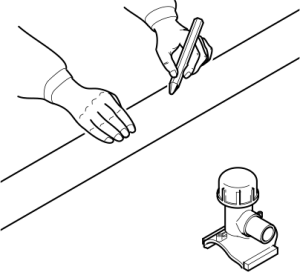
1. Отметить зону сварки восковым карандашом или маркером (00MARK).
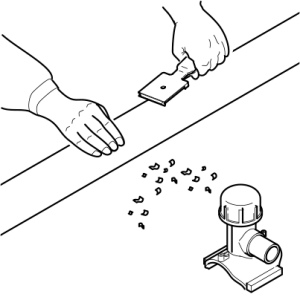
2. Тщательно зачистить поверхность трубы, используя специальный ручной скребок (00RAM1).
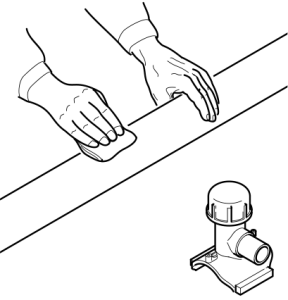
3. После зачистки, необходимо обезжирить зону сварки на трубе и свариваемую поверхность отвода, используя специальные обезжиривающие средства (00LID1). ЗАПРЕЩАЕТСЯ ПЕРФОРИРОВАТЬ ТРУБЫ ПЕРЕД СВАРКОЙ.
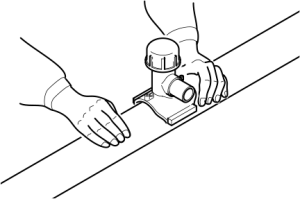
4. Сразу после зачистки и обезжиривания аккуратно установить седловой отвод не допуская попадания пыли и грязи на предварительно обработанные поверхности.
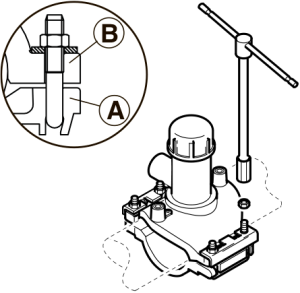
5a. Затянуть четыре гайки, используя ключ, так чтобы верхняя (В) и нижняя (А) части отвода плотно прилегали друг к другу, для седловых отводов с пластиковым зажимом (см. рис.1).
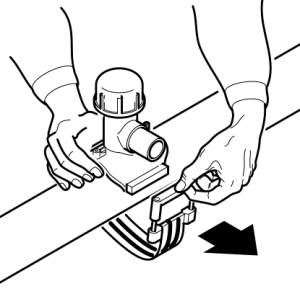
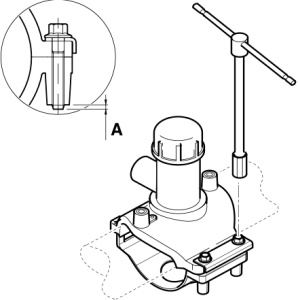
5b. При врезке отвода с быстрой фиксацией на трубе, седло обхватывает трубу частью с болтами сверху и резьбовыми отверстиями для них снизу. Необходимо установить отвод и затянуть два болта так, чтобы их концы выступали в нижней части (А) (см. рис. 1a).
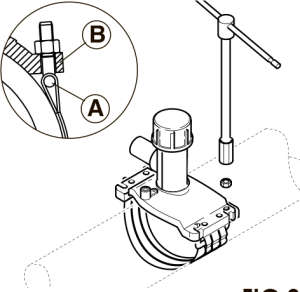
5с. Используйте ключ, чтобы затянуть четыре гайки до тех пор, пока резьба не будет касаться ременного зажима, для отводов с ременным хомутом (см. рис. 2).
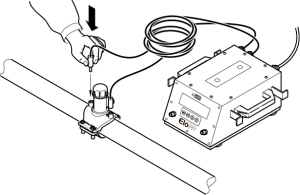
6. Подключить аппарат кабелем к двум клеммам седлового отвода. После сварки необходимо проверить, что расплавленный материал не вытек из соединения между трубой и деталью, и дождаться окончания времени охлаждения (20 минут).
7. После окончания времени охлаждения можно производить гидравлические испытания с помощью датчика давления. В данной таблице можно найти минимальное требуемое время в МИНУТАХ, для реализации испытаний.
| Dn pipe | P =< 6 bar 87 psi |
P=< 24 bar 348 psi |
|
| mm | inch | ||
| 40÷63 | 1”1/4 — 2” | cooling + 20 | cooling + 30 |
| 75÷315 | 2” 1/2 — 12” | cooling + 20 | cooling + 60 |
Dn pipe – диаметр трубы; cooling – время остывания.
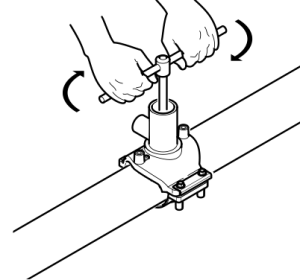
8. После полного охлаждения, просверлить основную трубу встроенной в отвод фрезой. НЕ СНИМАТЬ ОГРАНИЧИТЕЛЬНУЮ КРЫШКУ. Крышка фиксирует фрезу и не пропускает остатки материала в трубу. Прорезать трубу, ввинчивая фрезу до упора. Следует следить за тем, чтобы не повредить трубу с противоположной стороны. После того, как отверстие готово, необходимо вывернуть фрезу до верхнего упора, избегая ее возможного вывинчивания и вынуть ключ из детали. Установить крышку и затянуть до упора. (Можно затянуть вручную или с помощью ключа 00kchiavexx).
9. После завершения работ хомут может оставаться на трубе или быть снят.